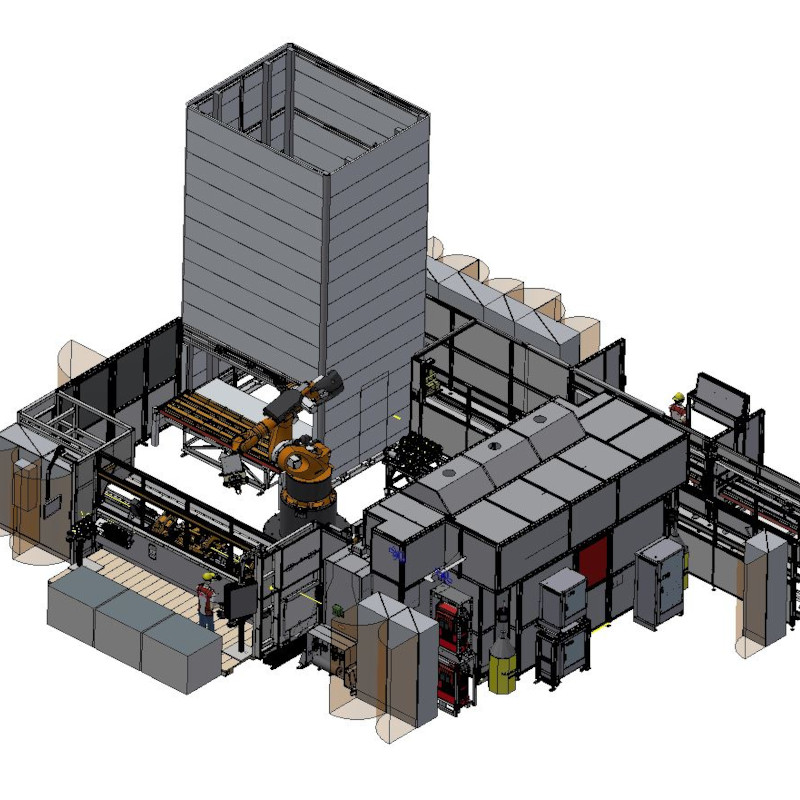
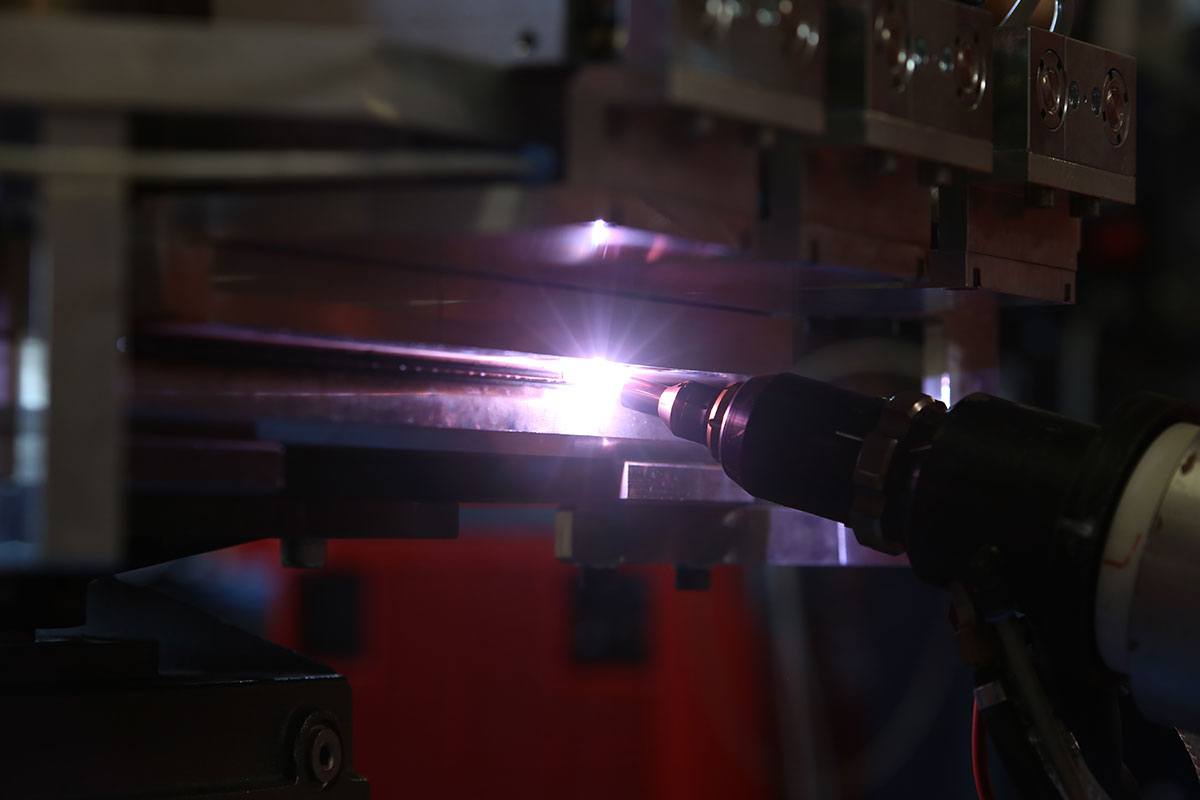
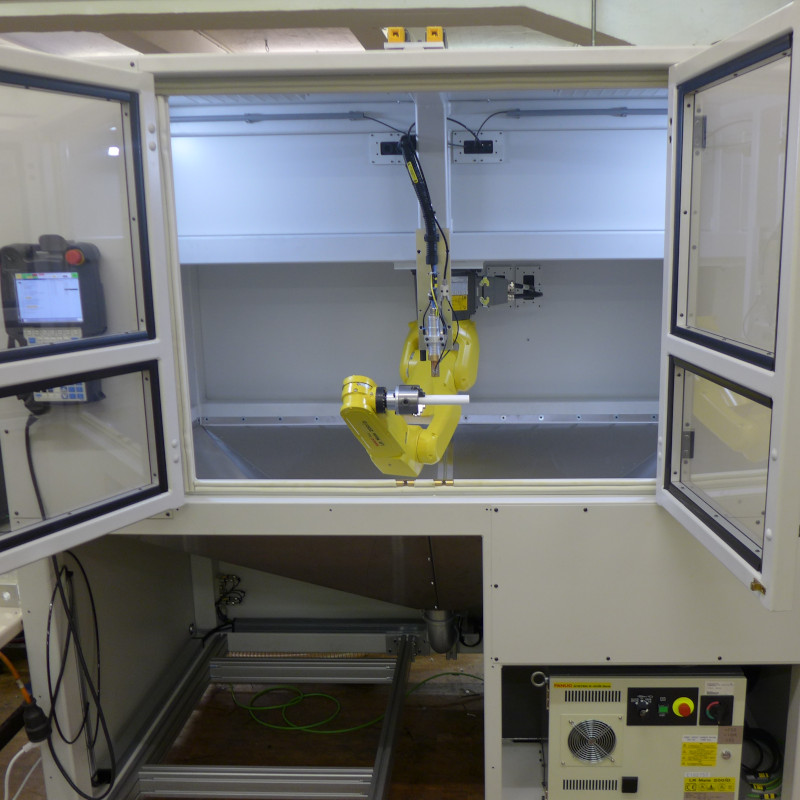
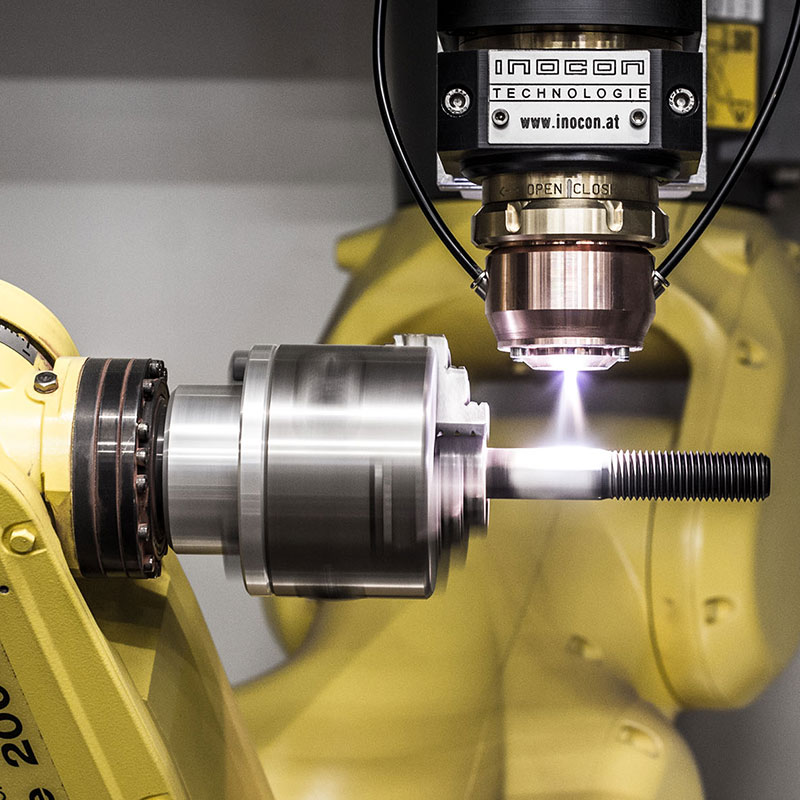
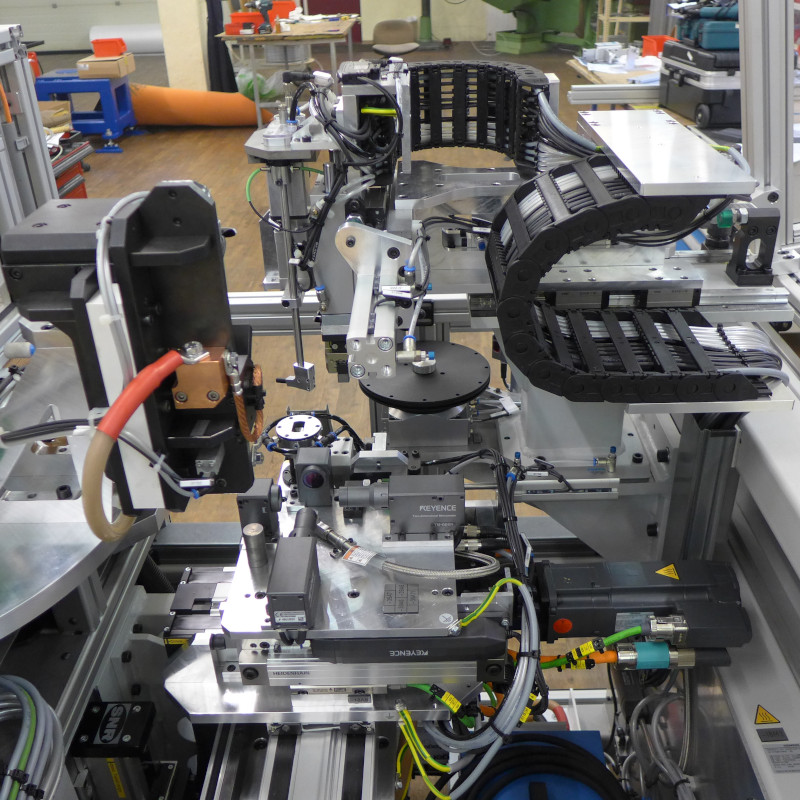
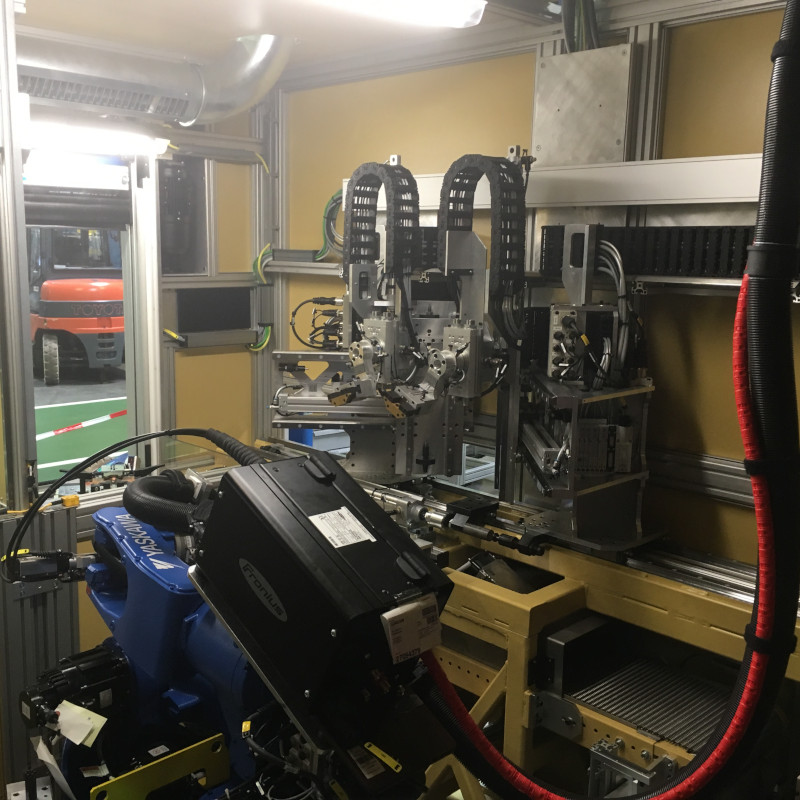
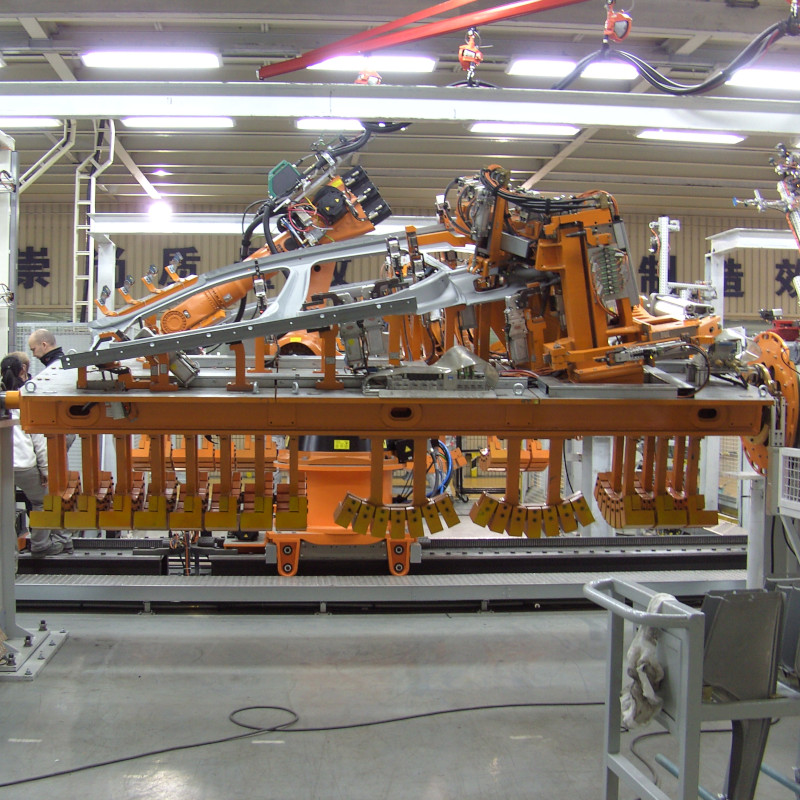
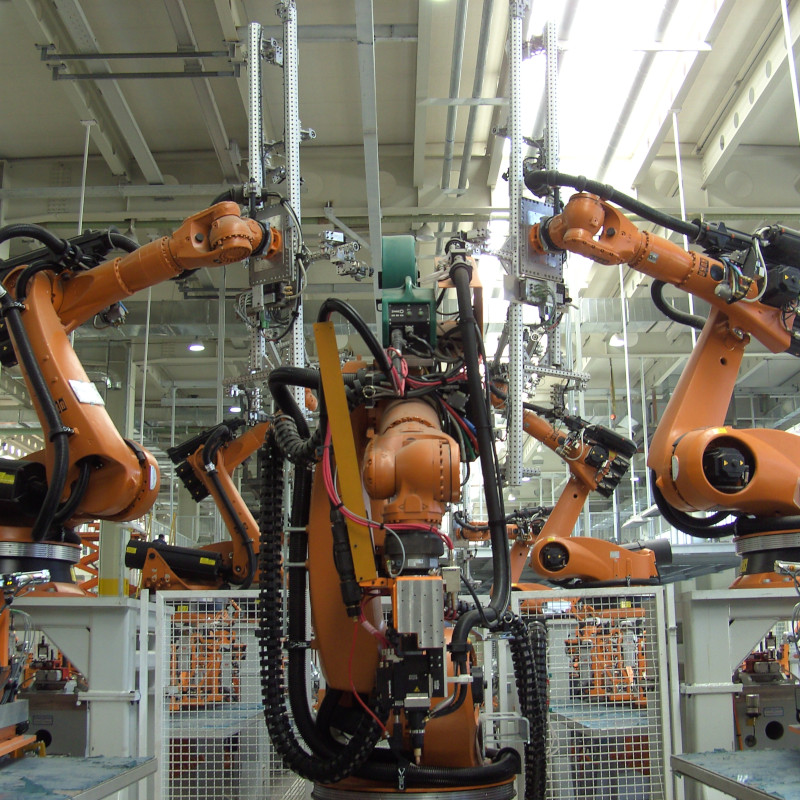
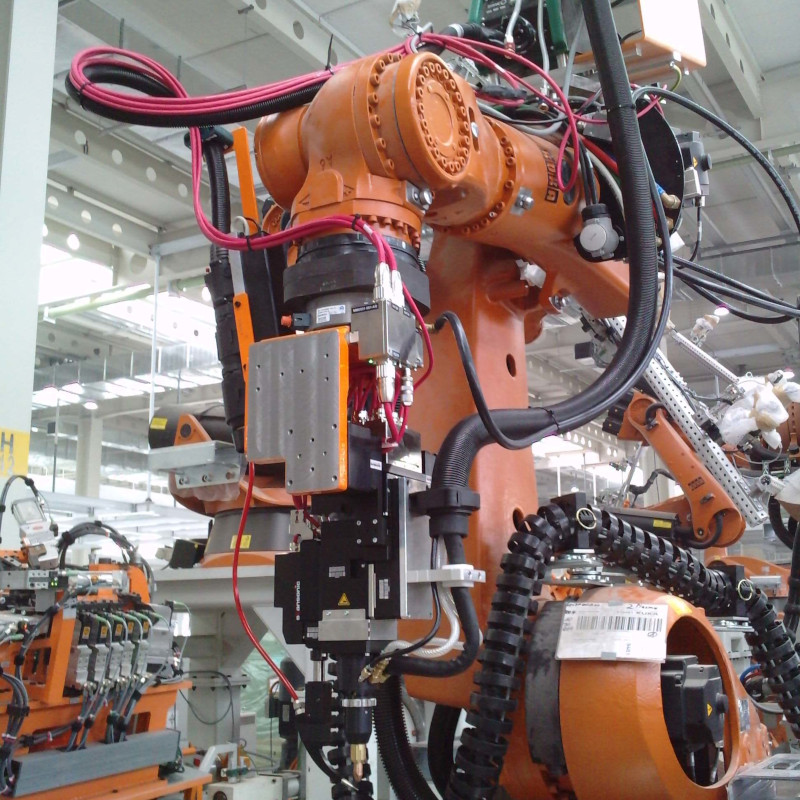
With our sales partner Shanghai Faith, we have been able to implement several Plasmatron brazing projects for the Chinese market. The tasks range from step seam brazing to stationary Plasmatron systems, where the component – e g. a vehicle door – is guided, to roof seam joints, where of course the welding equipment is guided by robot.