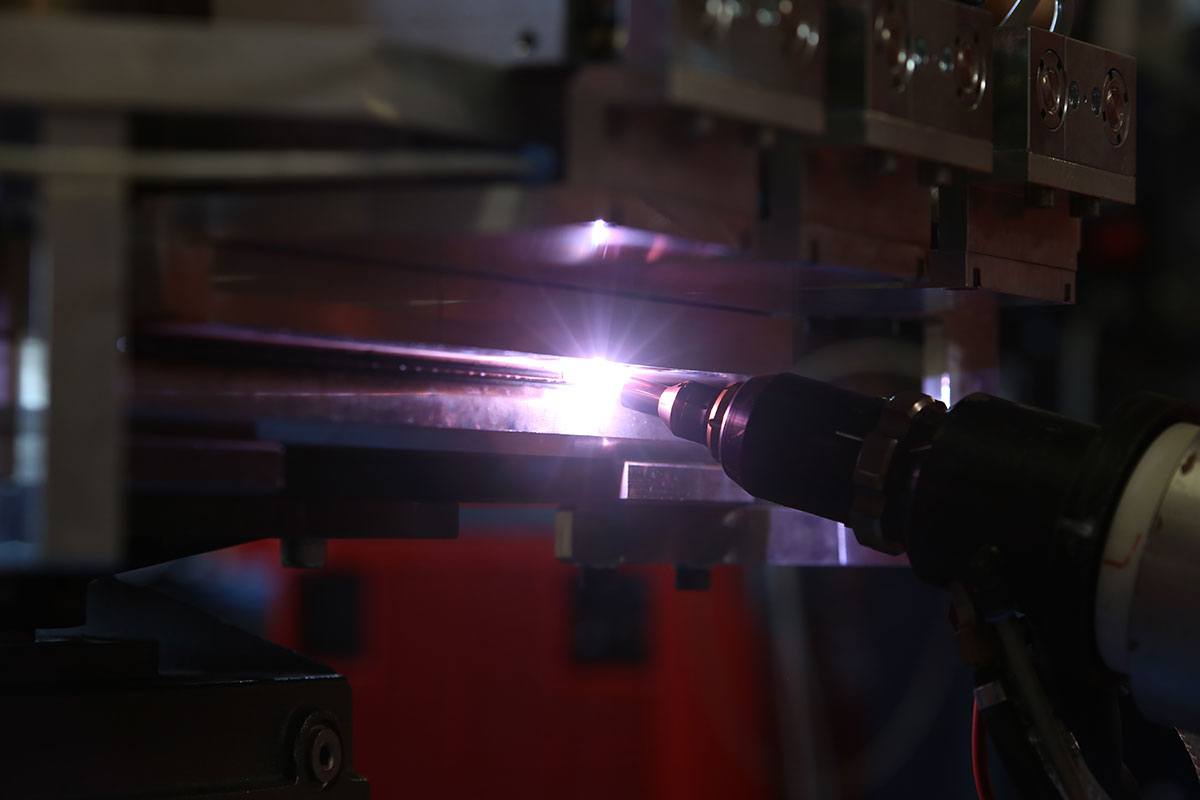
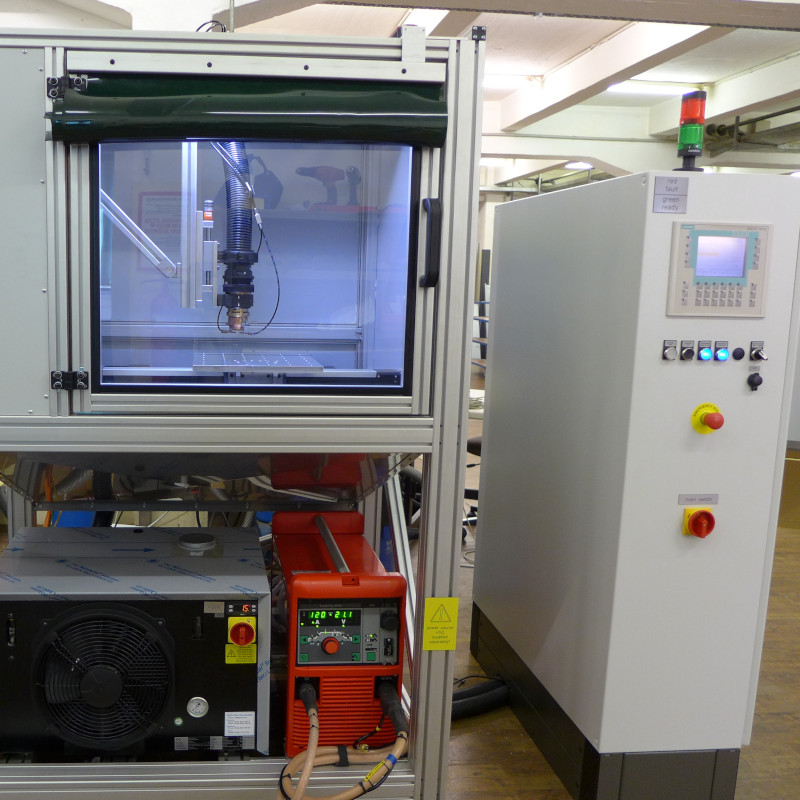
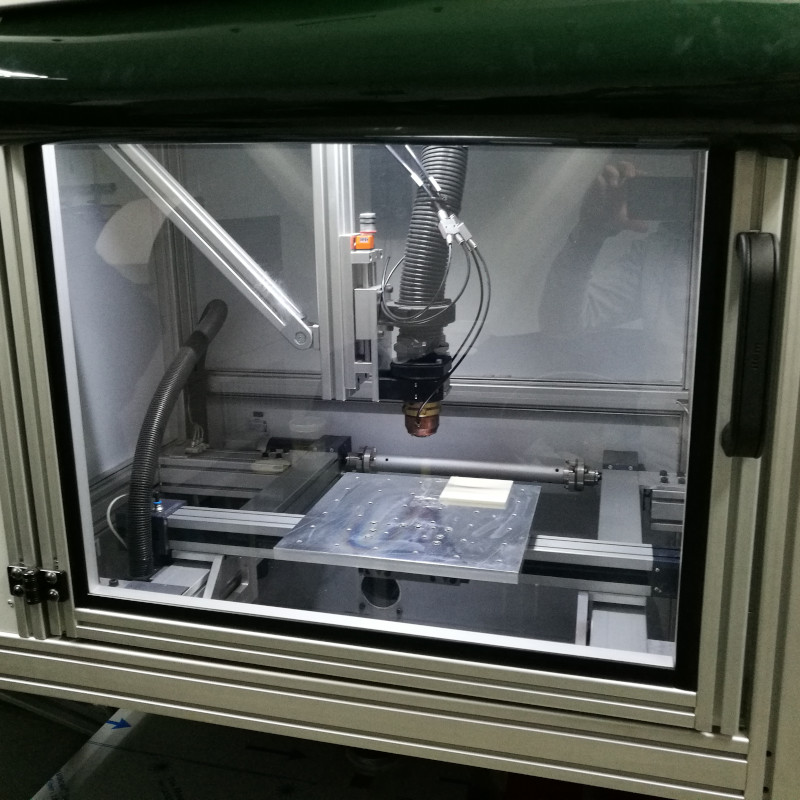
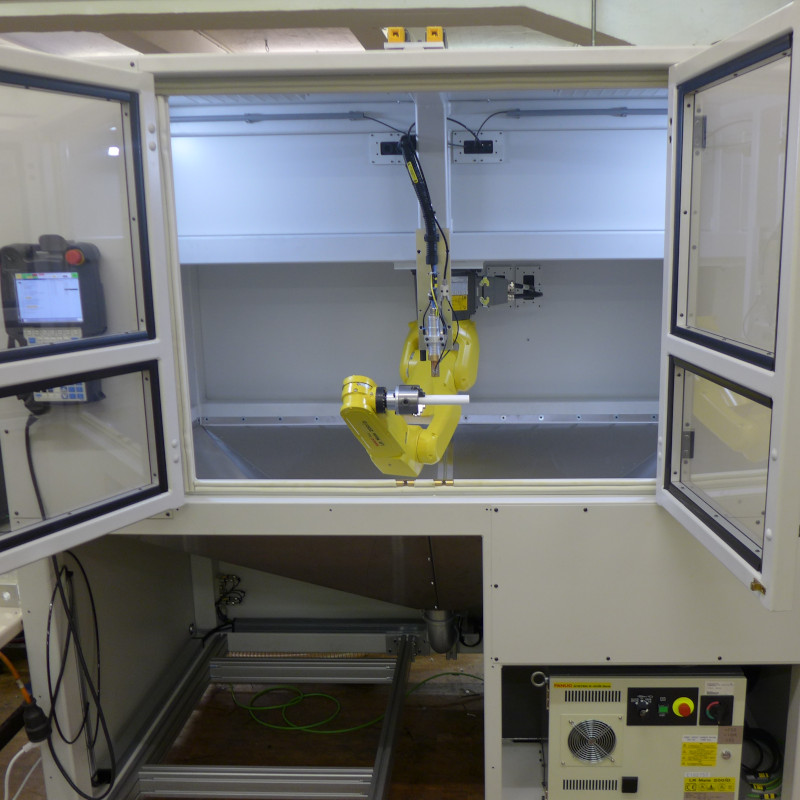
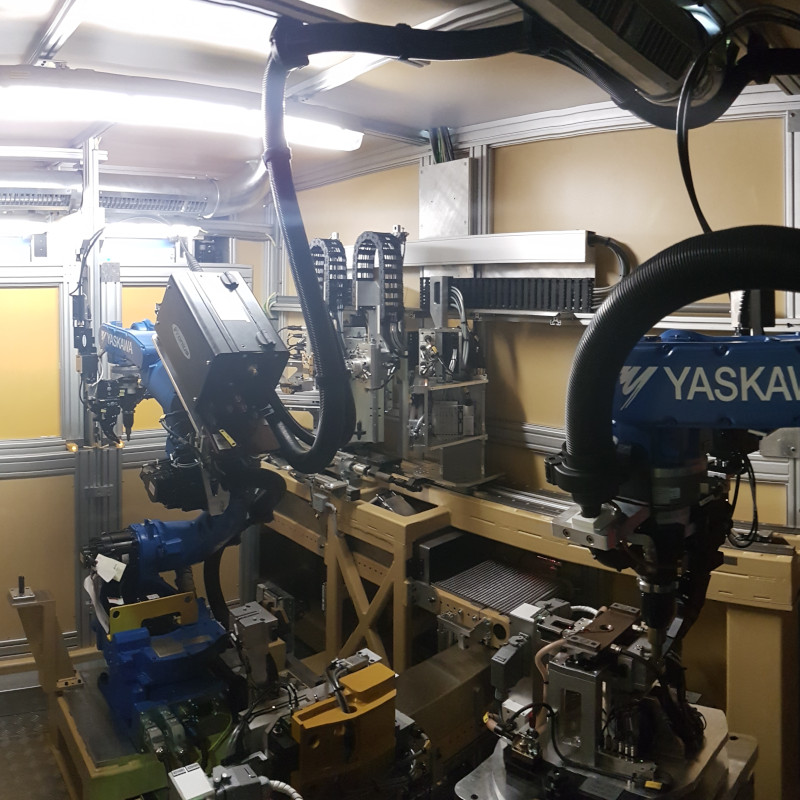
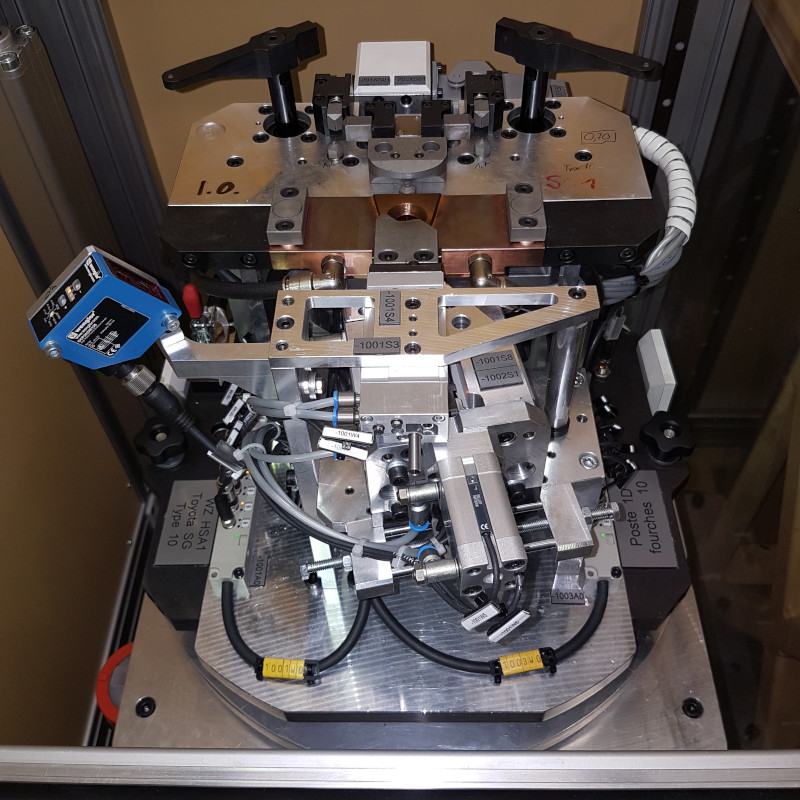
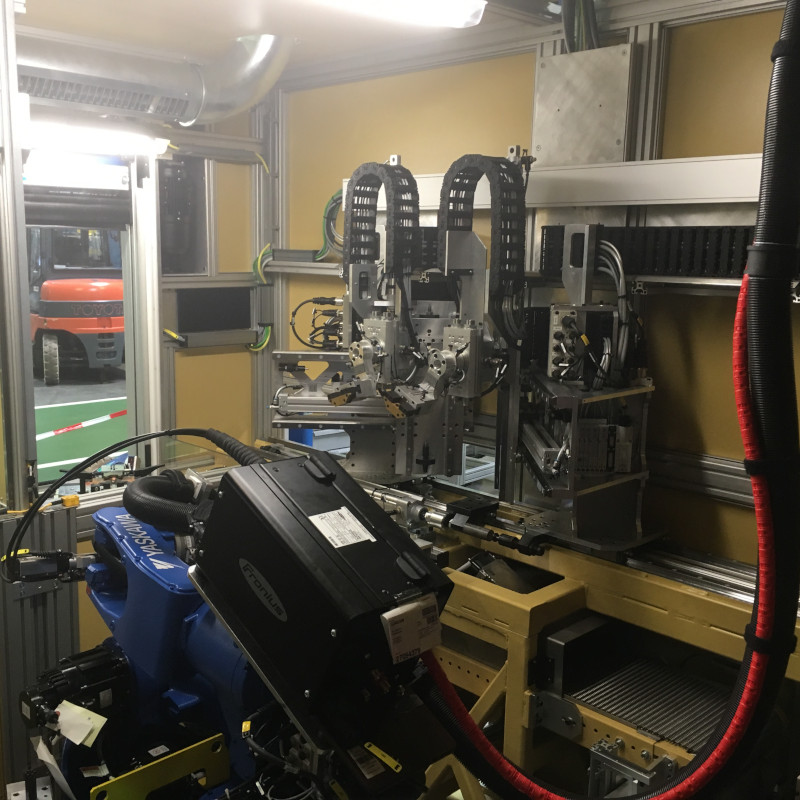
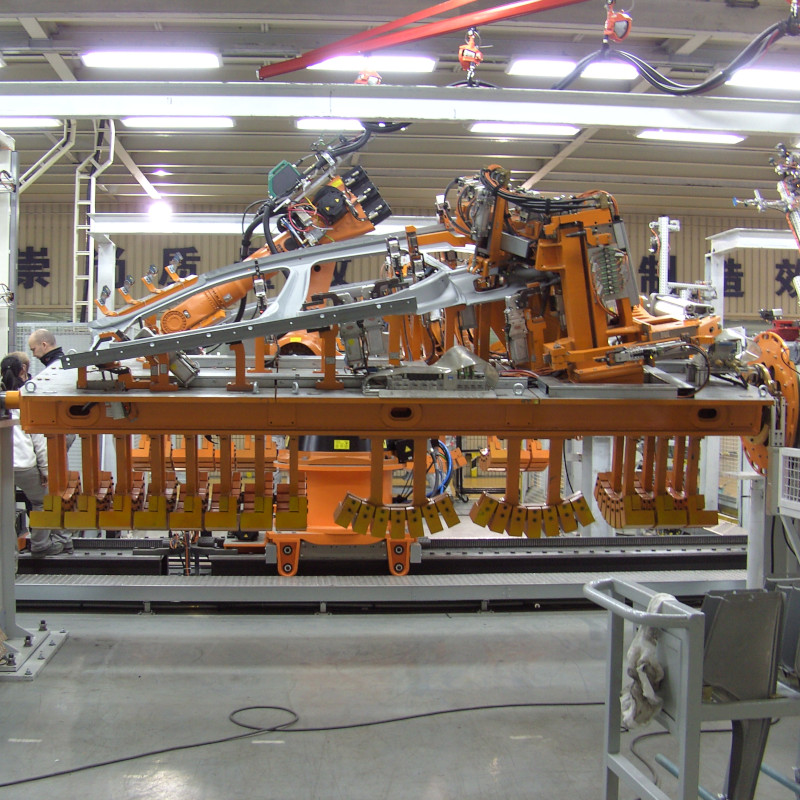
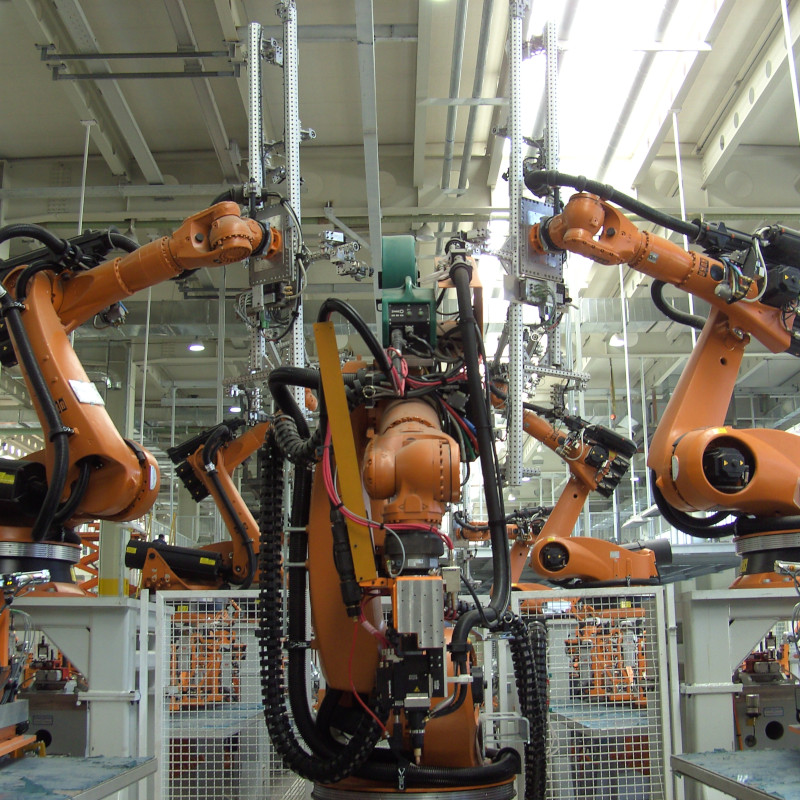
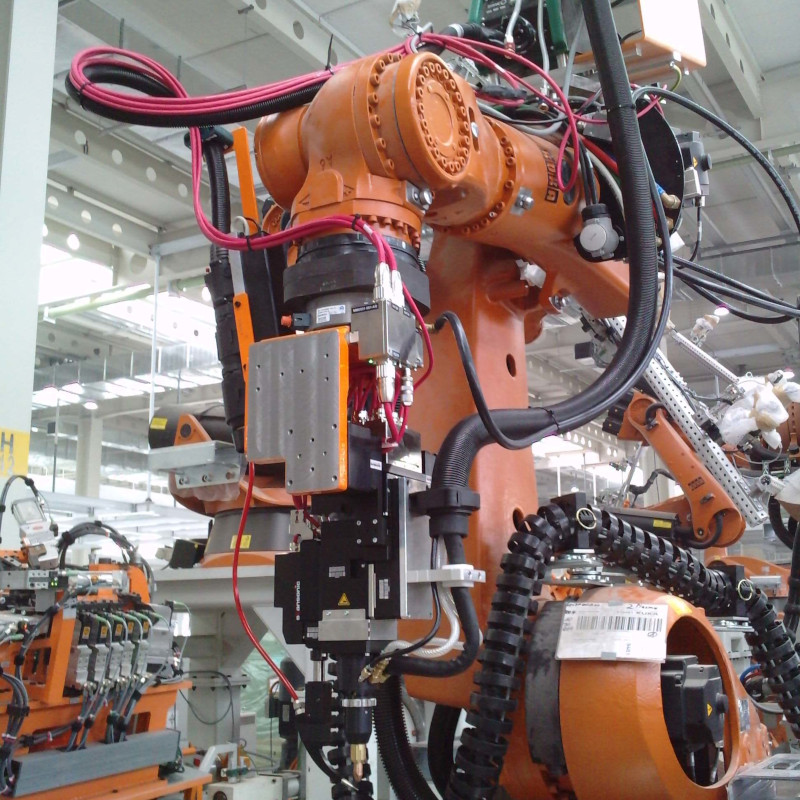
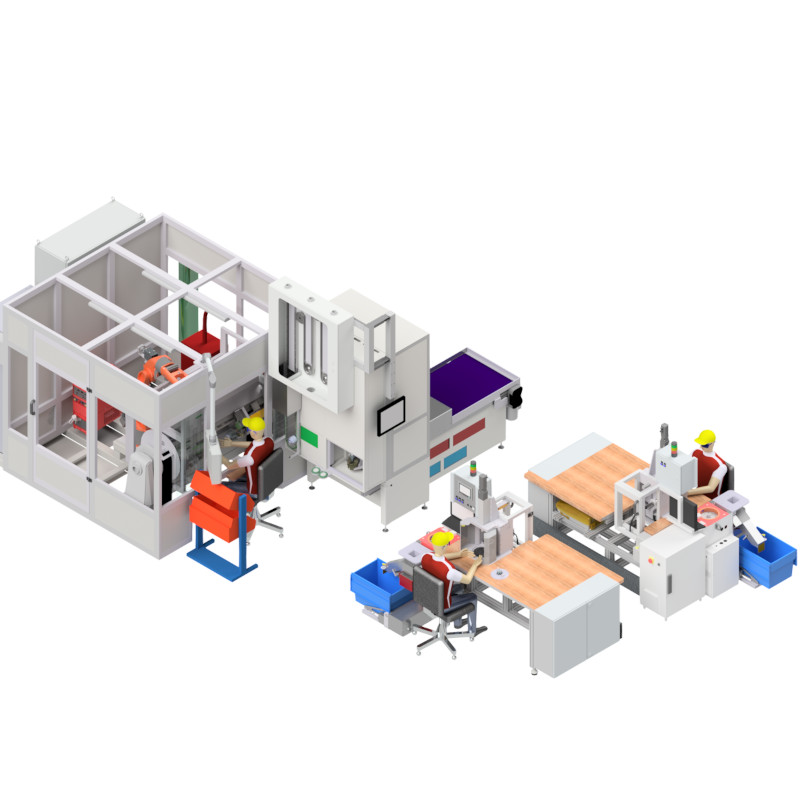
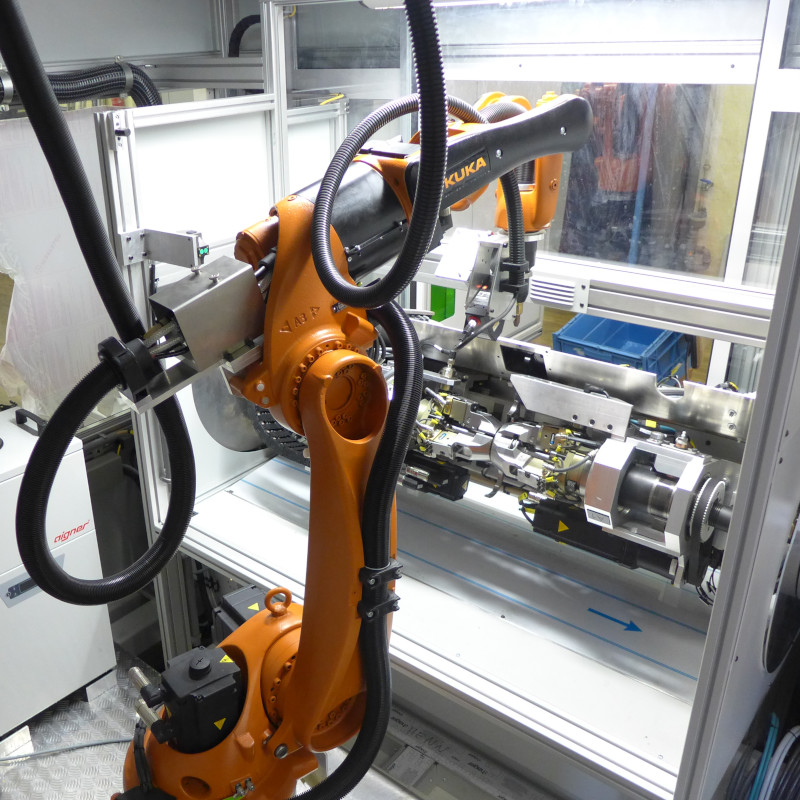
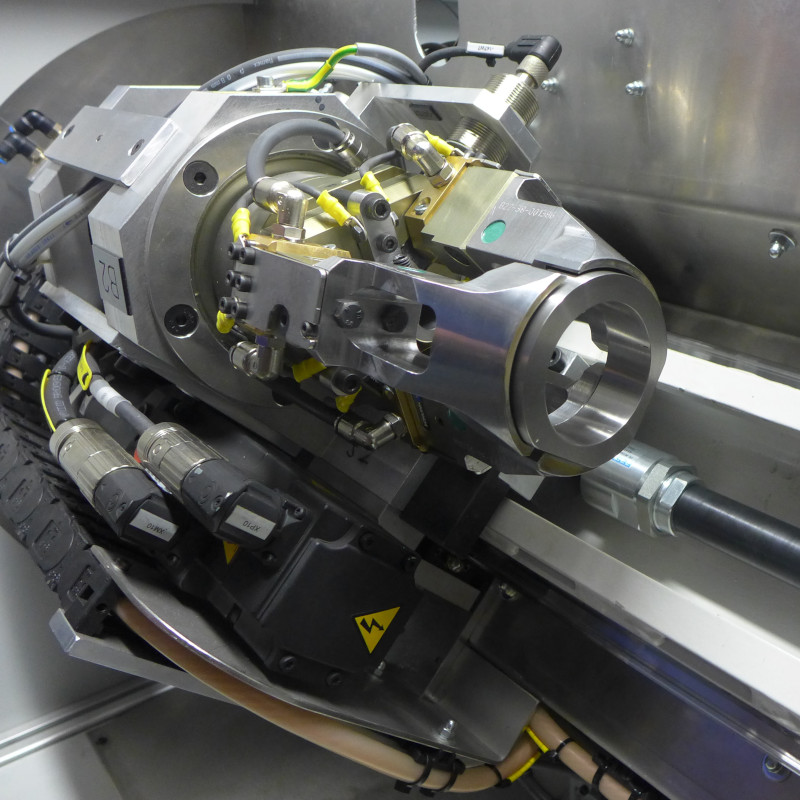
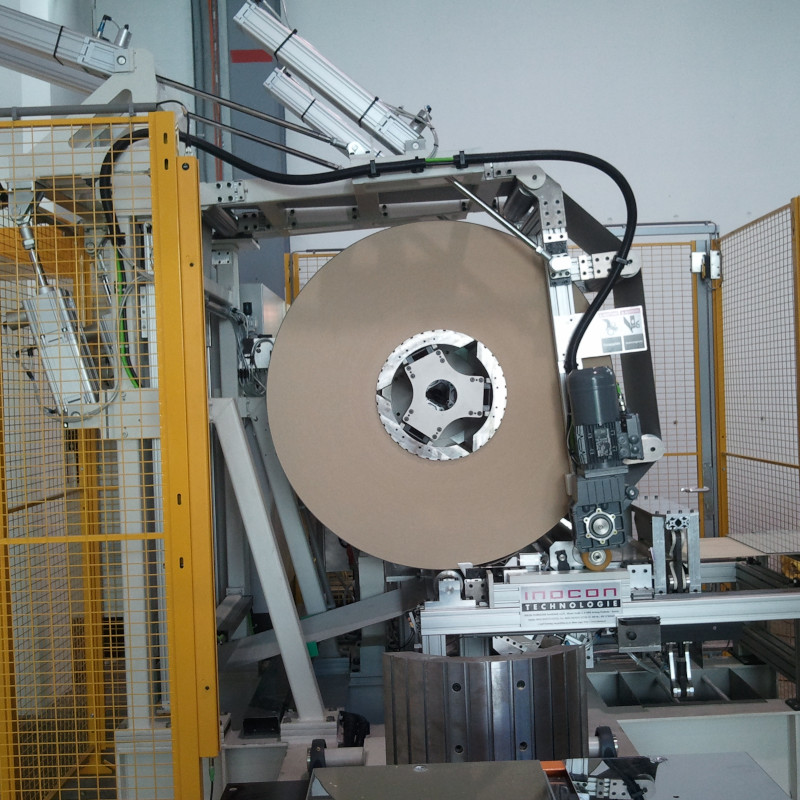
Mit unserem Vertriebspartner Shanghai Faith konnten wir mehrere Plasmatron Lötprojekte für den chinesischen Markt realisieren. Die Aufgaben reichen vom Step Naht Löten an stationären Plasmatron Systemen, wo das Bauteil – z. B. eine Fahrzeugtür – geführt wird, bis zu Dachnahtverbindungen, wo natürlich das Schweißequipment mittels Roboter geführt wird.