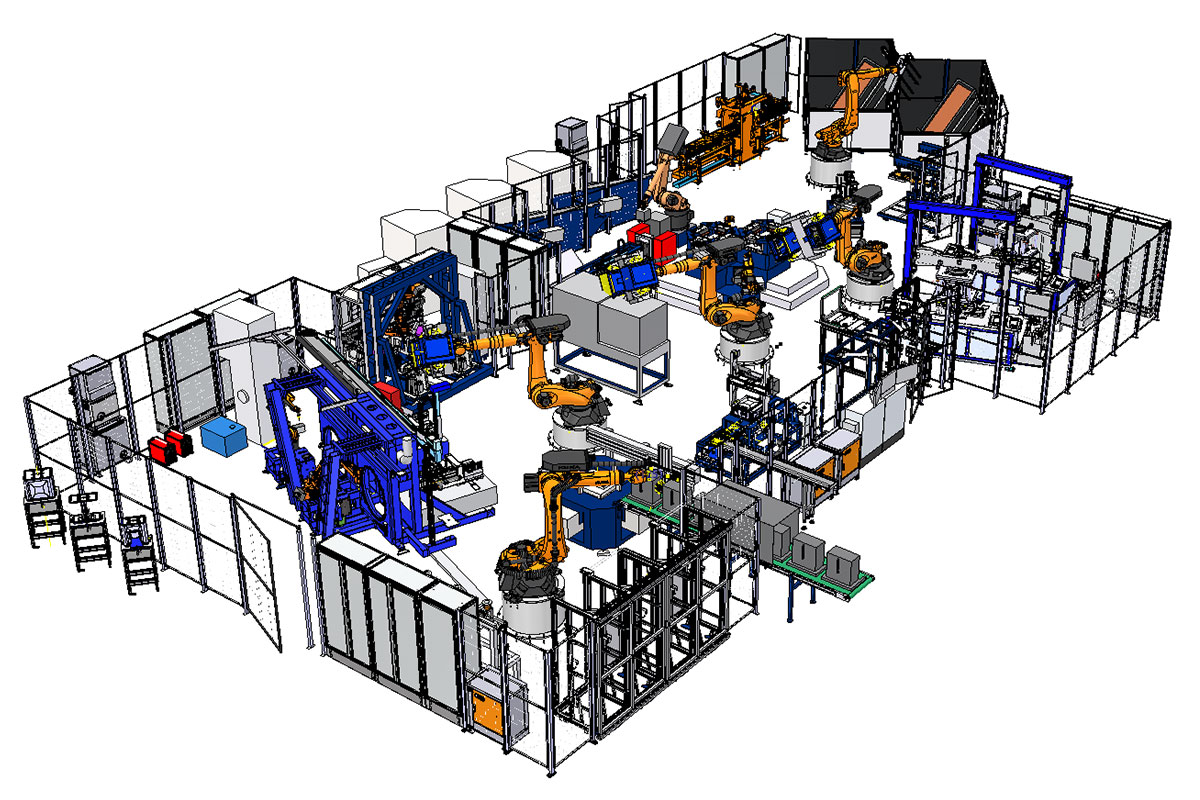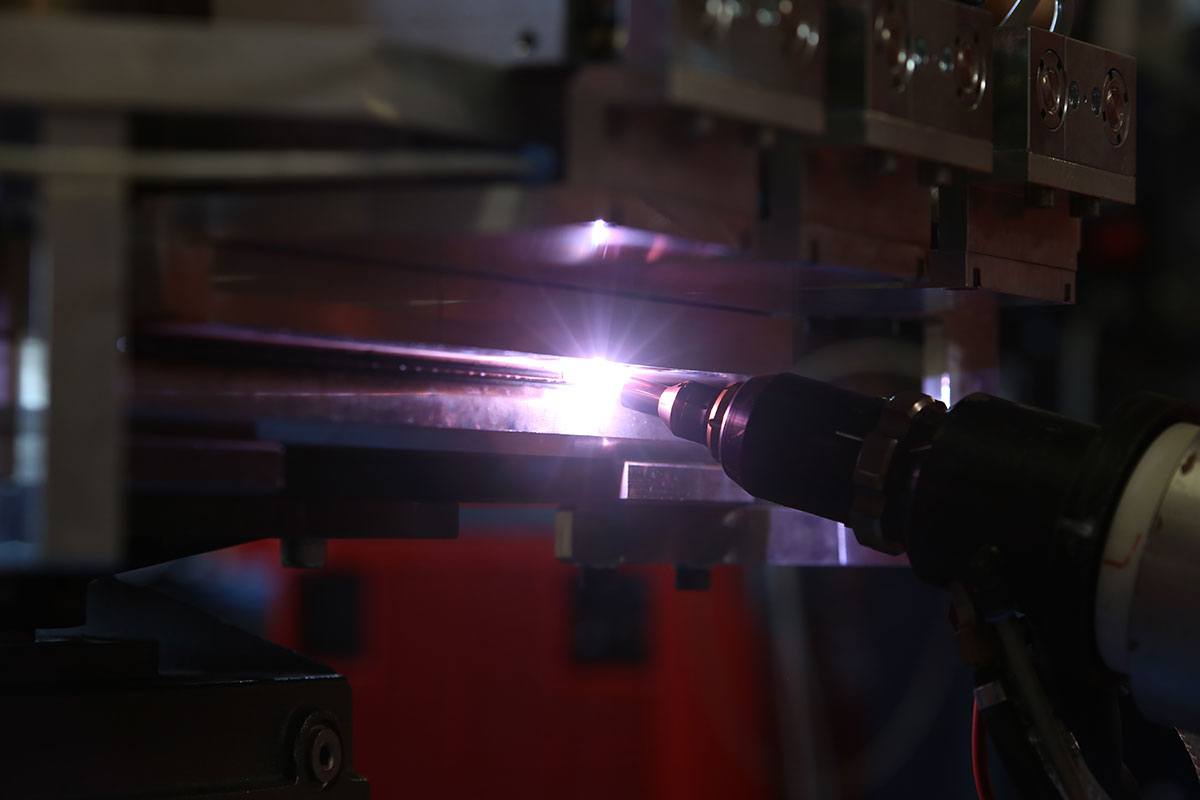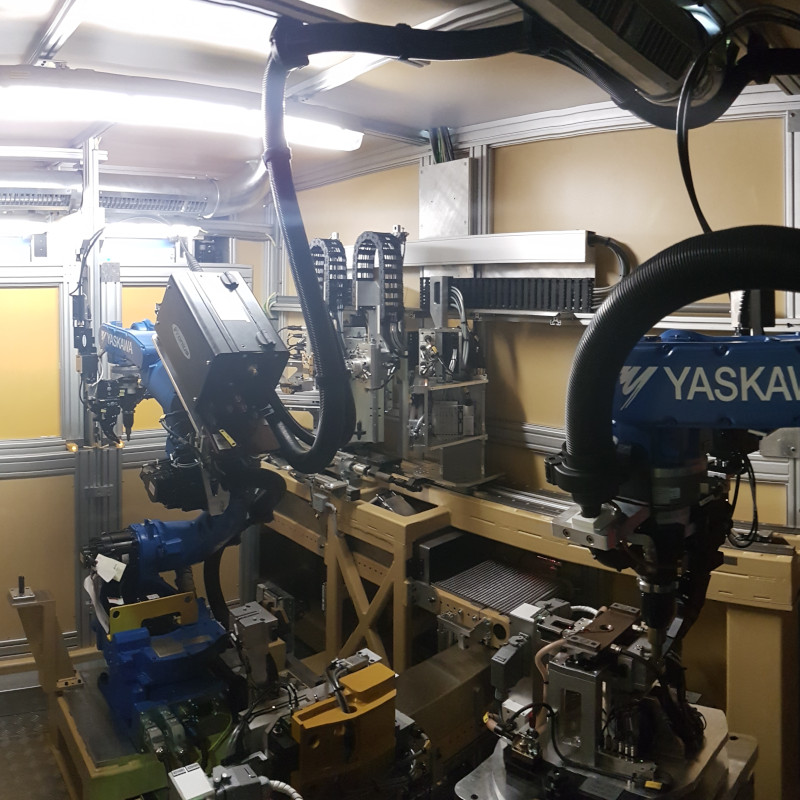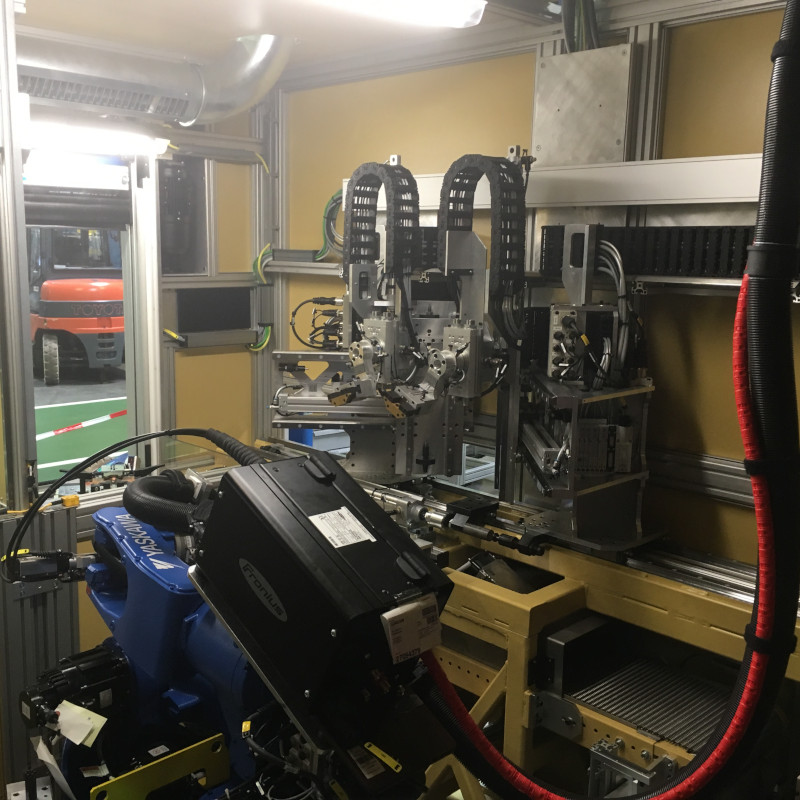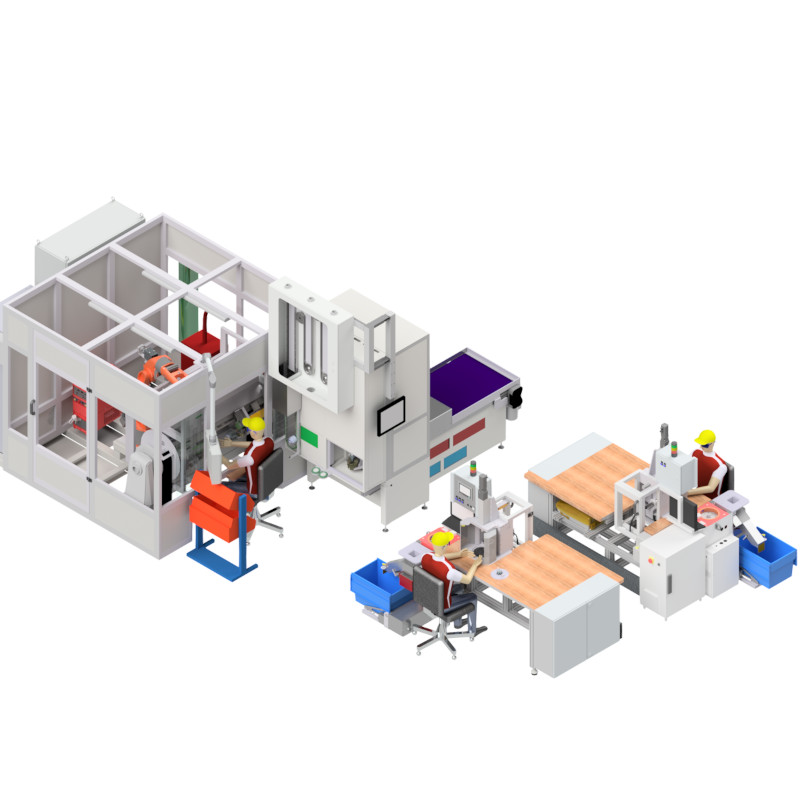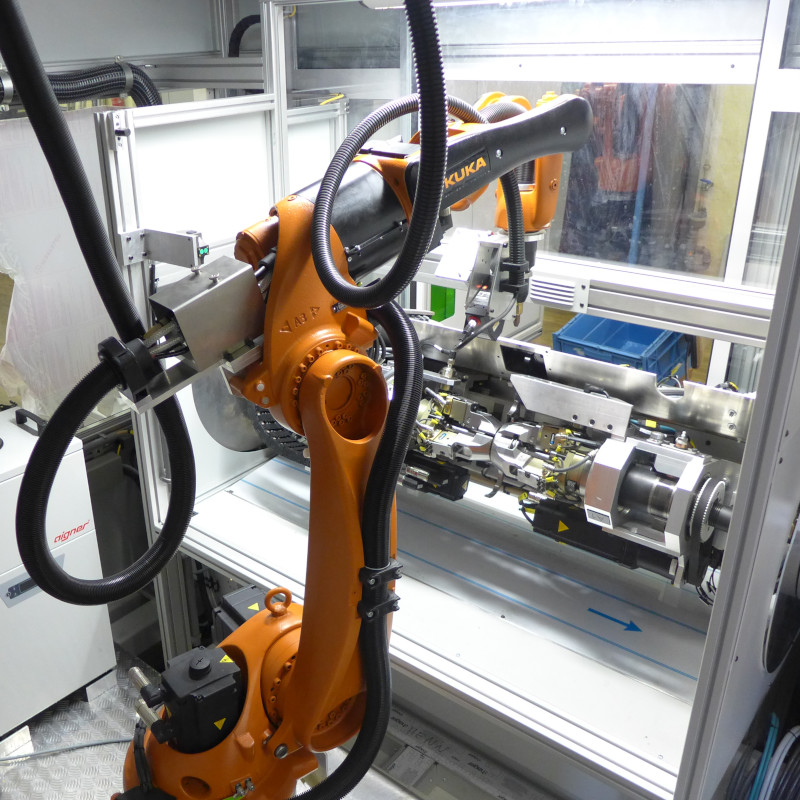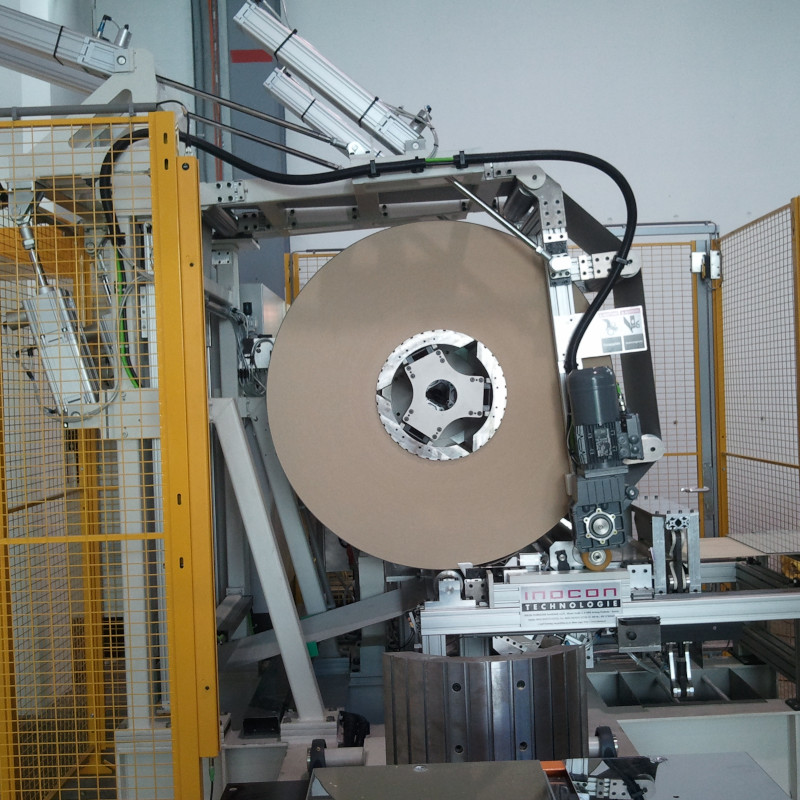


Bei der GWSA Schweißanlage werden LKW-Gelenkwellen produziert. Zuerst werden die Einzelteile in eine Montagestation eingelegt und zusammengepresst. Die Welle wird dann von einen Handlingsroboter abgeholt und in den Schweißwender eingelegt. In der Schweißstation wird mit 2 Robotern eine Positionsfindung der Naht mittels Lasertriangulation durchgeführt. Die Gelenkwellen werden MAG geschweißt.
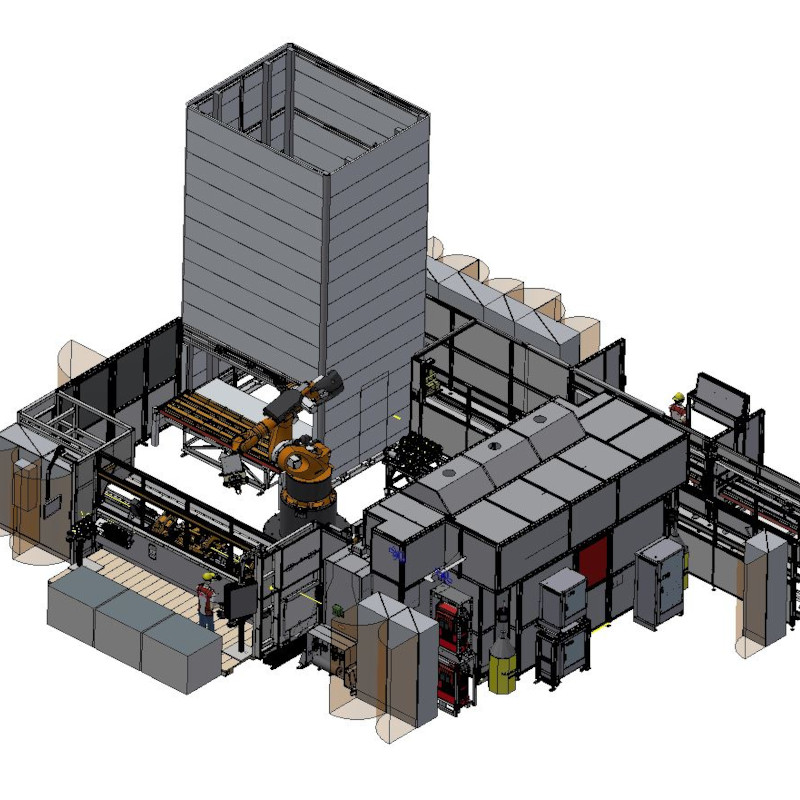
Das fertige Bauteil wird danach noch in einer Signierstation mit einem Produktionscode versehen und wird dann in einem Lagerturm zwischengespeichert. Sobald die Abkühlzeit abgelaufen ist, wird die Gelenkwelle auf 2 verschiedenen Ausgabebändern für die Weiterverarbeitung ausgelagert.
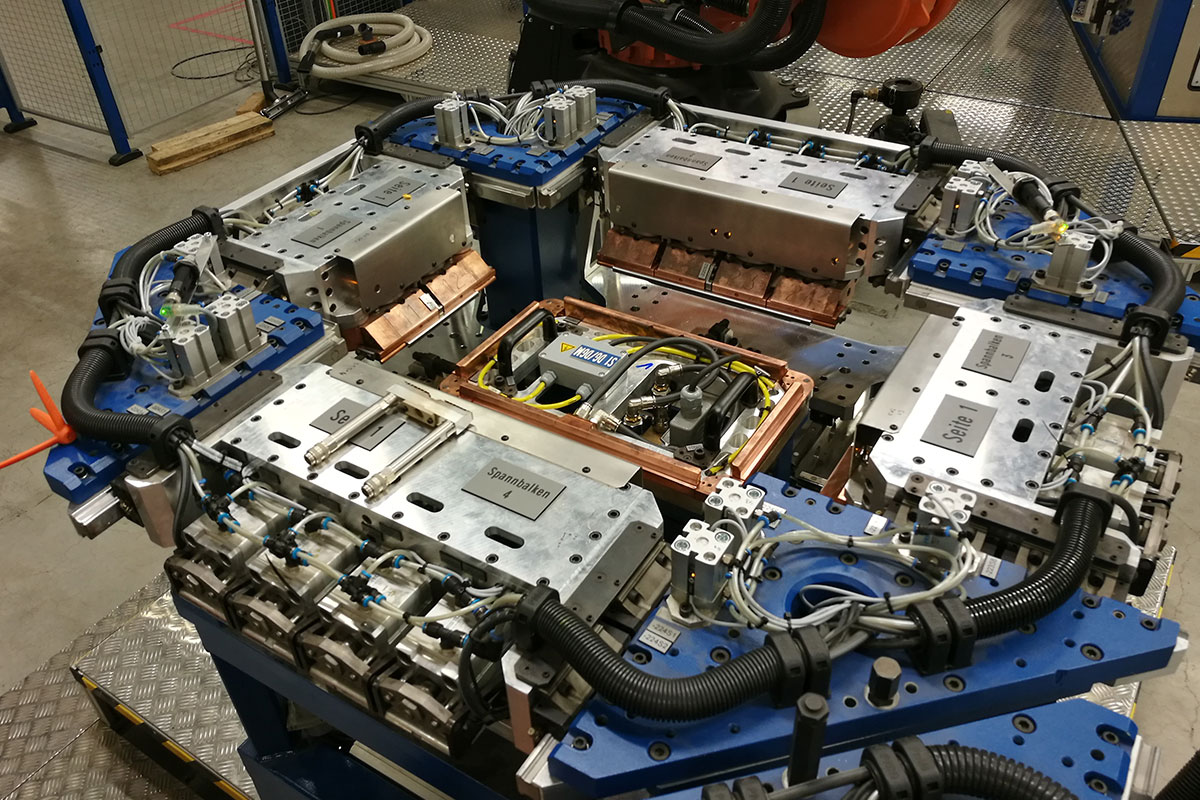
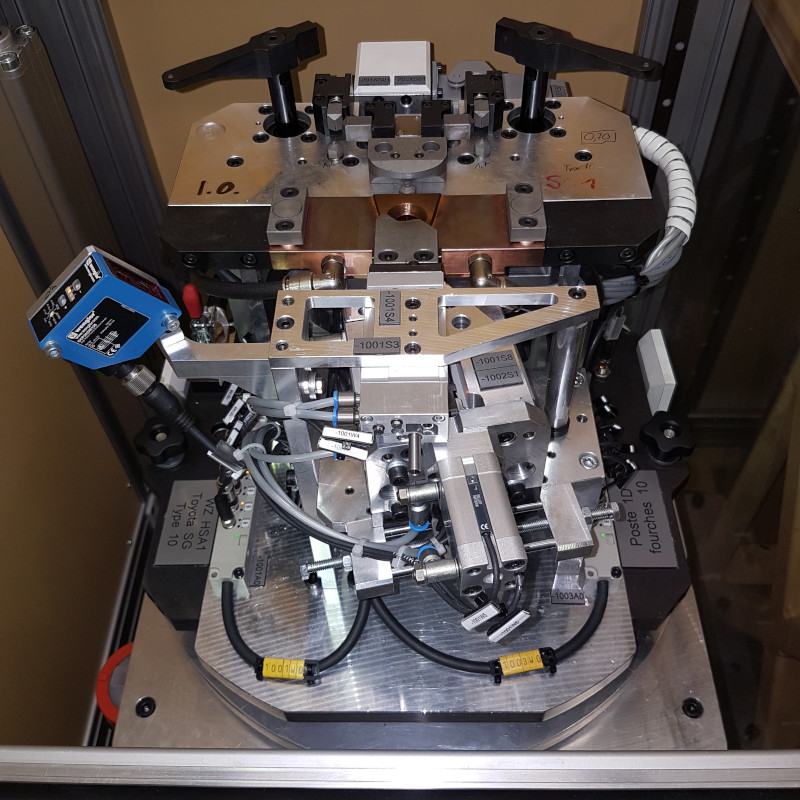
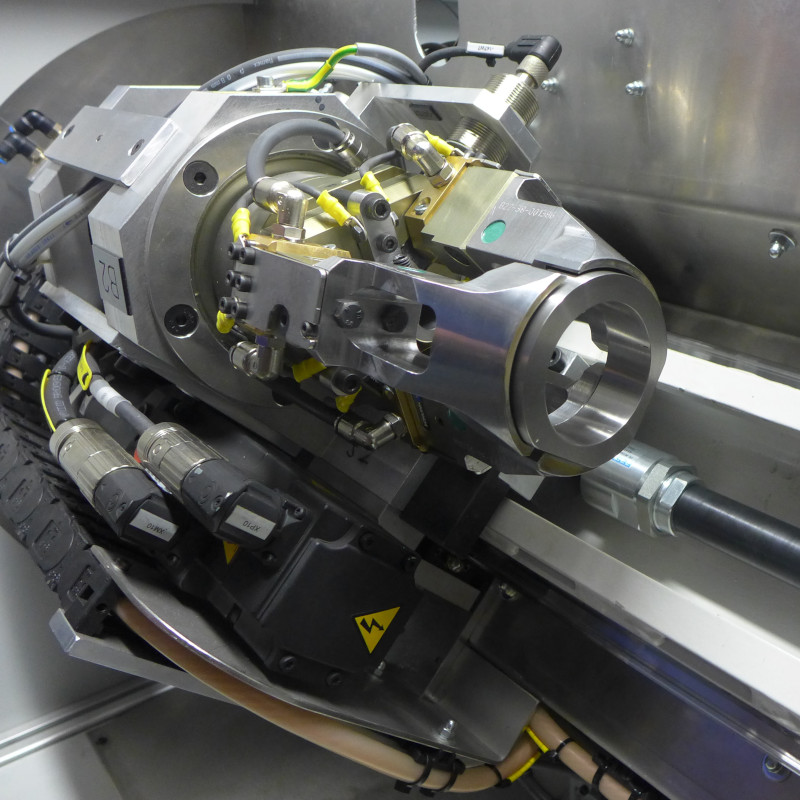
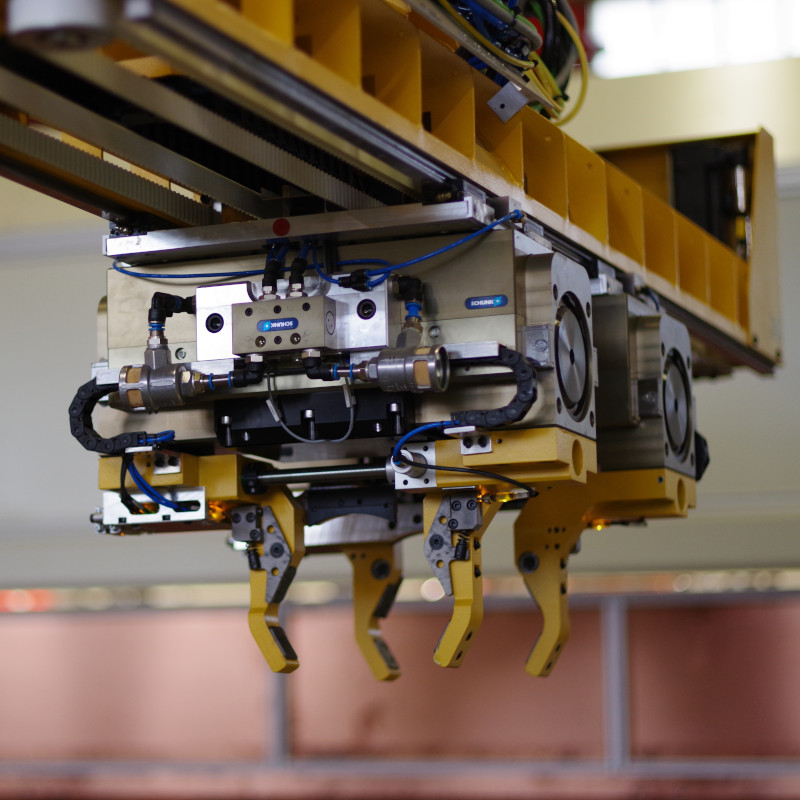
Eine große Herausforderung waren Losgröße-1-Produktionen bei einer Typenvielfalt von mehreren 100 verschiedenen Wellen. Diese Vorgabe konnte durch ein automatisches Rüsten der Schweißadapter mittels Handlingsroboter realisiert werden.